国信美达简介多绳摩擦式提升机摩擦衬垫的使用维护
多绳摩擦式提升机是依靠钢丝绳和摩擦衬垫之间的摩擦力来传递动力的,它承担着钢丝绳的重量、提升容器的重量、人员以及物料的重量以及在运行中的各种冲击载荷和移动载荷。摩擦衬垫是提升机的重要组成部分,摩擦衬垫的性能以及工况情况直接影响着提升机的工作能力、效率和安全可靠性。摩擦衬垫的使用维护也是提升机日常维护重要组成。
多绳提升机摩擦衬垫的使用维护一般包括安装、车削、更换3 个方面。摩擦衬垫大多采用固定块压块式连接,以4绳提升机为例,衬垫的安装方法如图所示。
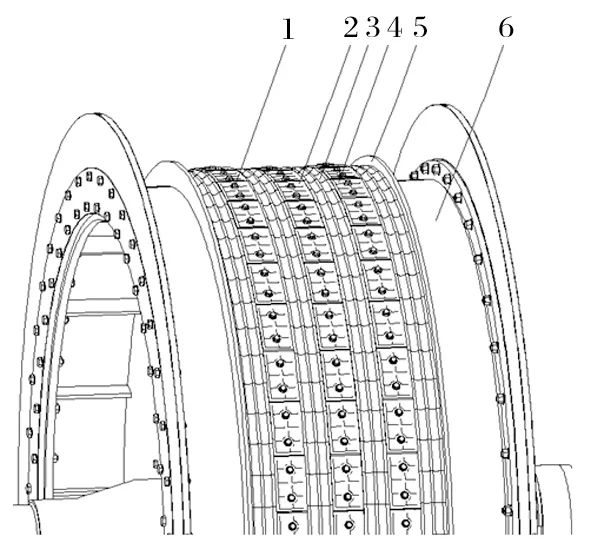
摩擦衬垫安装示意
1.连接螺栓 2.固定块 3.摩擦衬垫 4.压块5.挡绳板 6.筒壳
摩擦衬垫的安装
一般情况下,摩擦衬垫是在提升机制造厂内装配完毕发到现场;遇到特殊情况时,需在现场安装摩擦衬垫。现场安装时,需先对提升机设备进行相应固定,并做好相应的防护工作,然后按以下步骤进行。
(1) 将整个一周的固定块全部装好,使固定块的两侧面到相应的挡绳板内侧面的距离相等,距离误差不得大于 0.2 mm,按拧紧力矩要求把紧螺栓。
(2) 将第 1 圈和第 4 圈摩擦衬垫没有斜度的一侧紧靠挡绳板内侧面放于筒壳上 (注意:当衬垫与焊缝发生干涉时,应修正衬垫的倒角),将第 2 圈和第 3圈摩擦衬垫没有斜度的一侧紧靠固定块的侧面,使相邻的摩擦衬垫相互靠近,并紧贴筒壳。装配时,摩擦衬垫在一圈上的接头应与相邻的一圈上的接头错开。
(3) 嵌入压块,用螺栓将压块把紧,同时轻轻敲击衬垫后部,使衬垫间紧贴无缝,按拧紧力矩要求把紧螺栓,使摩擦衬垫紧紧地固定在筒壳上。
(4) 转动摩擦轮,用同样的方法装完整圈衬垫,每圈的最后一块按实际情况修配,要稍长一点,嵌入后将相应的压块螺栓把紧。
(5) 全部衬垫装配完后,应按拧紧力矩要求检验各螺栓是否把紧,衬垫在任何方向上不许有松动现象。
摩擦衬垫安装完成后,还需做以下检查工作。
(1) 挂绳后,慢慢启动提升机,运行几个循环后,检查所有螺栓的拧紧力矩,如果紧固力不够,用扭力扳手按力矩要求重新紧固螺栓。
(2) 运行一段时间后,重新检查固定块和压块的所有螺栓的拧紧力矩,如果紧固力不够,用扭力扳手按力矩要求重新紧固螺栓。
(3) 在使用中,为了防止锈蚀,需要在钢丝绳上(包括绳芯) 涂油时,必须使用经过认证且与摩擦衬垫匹配的专用增摩脂,严禁钢丝绳带有许用增摩脂之外的其他油脂和油污,否则会降低摩擦因数。
摩擦衬垫的车削
对于多绳摩擦式提升机,初次安装衬垫、更换新的衬垫,或因衬垫磨损不均匀需修正衬垫时,需要用车槽装置对摩擦衬垫进行绳槽车削,以增加钢丝绳与衬垫间的接触面积,调节各钢丝绳间的拉力,进而延长钢丝绳和摩擦衬垫的使用寿命。
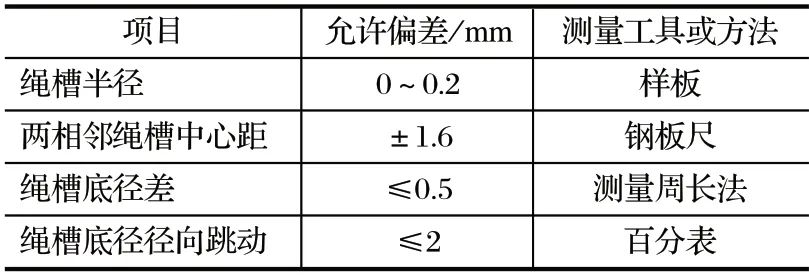
在安装和使用中,摩擦衬垫的关键参数主要有绳槽半径、绳槽中心距、绳槽底径差、绳槽底径径向跳动,其要求如表所列。如不符合要求时,就需要对绳槽进行车削。
摩擦衬垫安装和使用要求
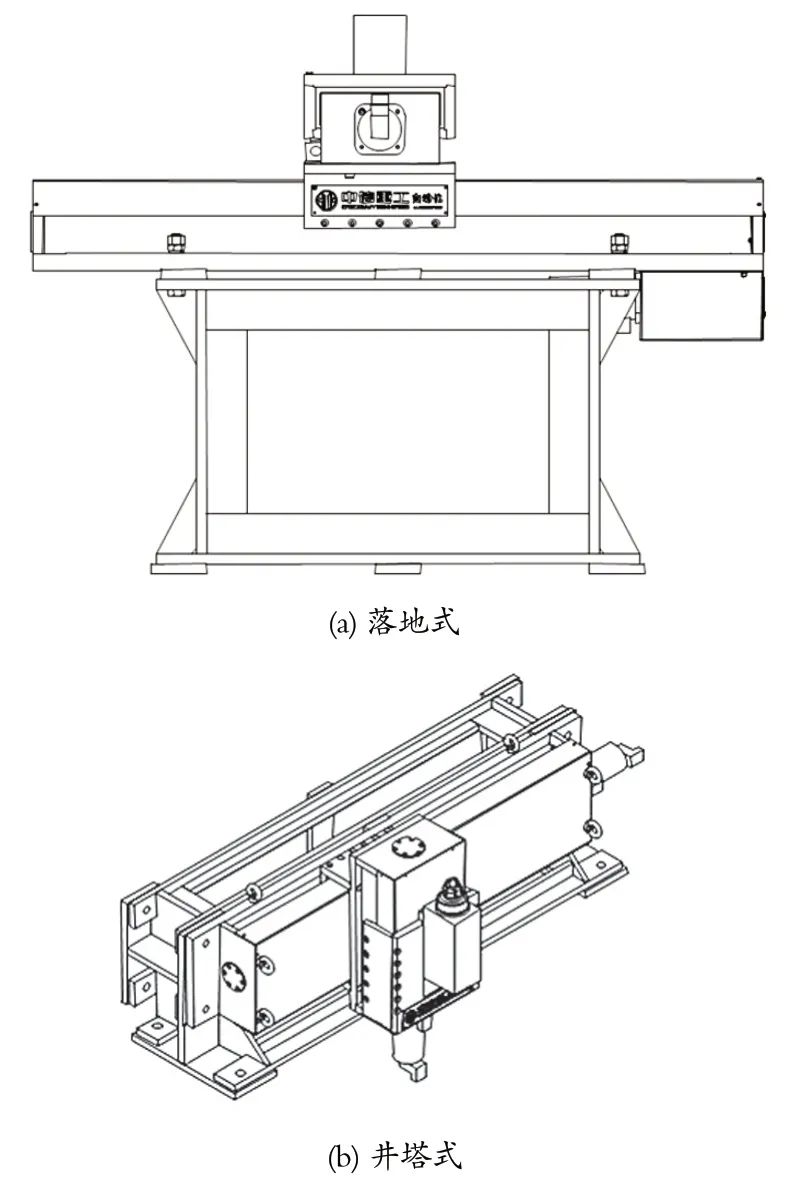
车槽装置按使用场合,可以分为落地式提升机车槽装置和井塔式提升机车槽装置;按车削方式,可以分为传统机械式车槽装置和数控式车槽装置。落地式提升机车槽装置一般安装于提升机司机侧摩擦轮处;井塔式提升机车槽装置一般安装于提升机摩擦轮正下方,这样可以在不拆卸钢丝绳的情况下对摩擦衬垫绳槽进行车削。目前多绳摩擦式提升机大多采用传统机械式车槽装置,如图所示。
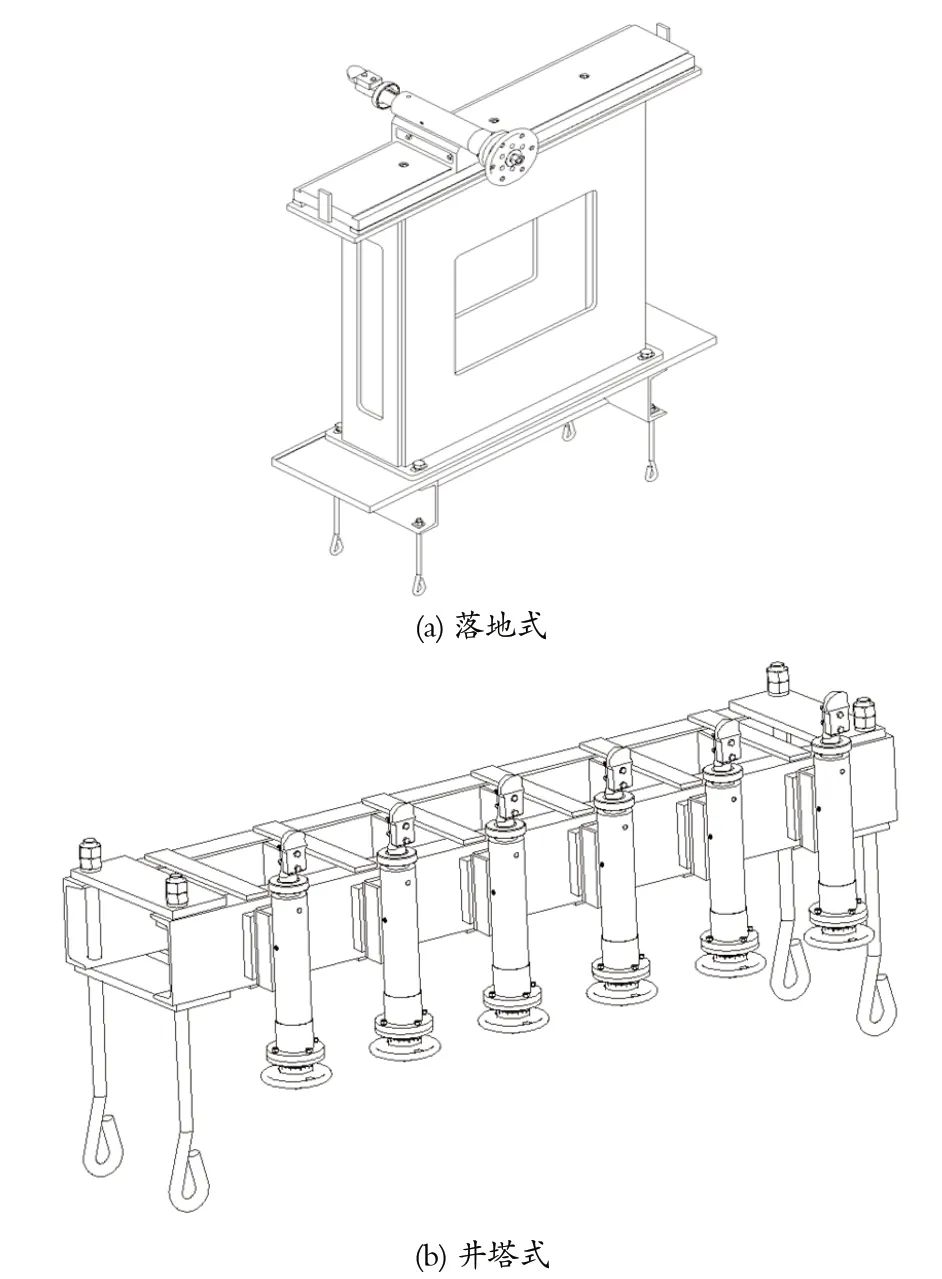
图6 传统机械式车槽装置
传统车槽装置利用车刀车削的原理进行绳槽加工修正,具有结构简单、易于操作、成本低的特点。但相对来说,每次车削绳槽前,需要人工测量各绳槽的尺寸情况,并进行对刀;一个绳槽车削完后,需要记录总进刀量,作为下一个绳槽车削的参考值;车削一次进给量少,车削速度慢,加工光洁度、圆整度较差;车削过程耗时长,工作效率较低;车削操作时,容易出现啃刀、震刀现象。
基于以上原因,应市场需求就出现了数控车槽装置,如图所示。数控车槽采用铣刀铣削的原理进行绳槽加工,并通过数控系统自动控制铣刀的进给量和运动精度,自动检测绳槽加工质量,并反馈到操作界面。